



| 起源の場所: | 広州、中国 |
|---|---|
| ブランド名: | RIBO |
| モデル番号: | RiBo-8CR2L |
| 最小注文数量: | 1 PC |
| 価格: | negotiable |
| パッケージの詳細: | 主要な吹く機械およびプレフォーム供給システムは木パレットによって詰まります |
| 受渡し時間: | 120日 |
| 支払条件: | L/C、T/T |
| 供給の能力: | 100 PCS/Year |
| キャビティ ピッチ: | 120mm | プレフォームの暖房ピッチ: | 38mm |
|---|---|---|---|
| CavのNO。: | 8 | Max.containerの容積: | 2L |
| 首径の範囲: | 18~30mm | Max.Containerの直径: | 114mm |
| Max.Containerの高さ: | 320mm | 出力: | 16000~12000 BPH |
| 評価される力: | 147 KW/H | パワー消費量: | 48~68 KW/H |
| 保証: | 1年 | 提供される売り上げ後のサービス: | 利用できる機械類、オンライン サポート、依託し、訓練するビデオ テクニカル サポートを海外に整備するために設計します |
| ハイライト: | 12000bph自動打撃の成形機,16000BPH自動打撃の成形機,147 KW/Hの自動打撃の成形機 |
||
テクノロジー開発
サーボPLCシステムの適用:
高のためのPTO (サーボ位置モジュール)システムを使用して採用されたOmronの動きのコントローラー システム(統合モジュールのタイプ)、
置く速度近接センサーはサーボ・システムに高速信号を送る軌道ターゲット位置を捜す。
トラックの位置は作り付け高精度の回転式エンコーダーによって情報を送返すサーボ モーター オンラインで検出される
制御システムに、最終的に、高速位置はモジュールの位置によって遂行される。
サーボ モーターの適用
型の動きのメカニズム:サーボ モーターをsynchronical輸送システムあるギヤ ボックスを接続するために採用した
型の両側で2つの蝶番のメカニズムの動きの上下に交換を達成するために採用されて2によって強く引いた
それぞれ連結棒。このように、ある中間移動の反対側に握る2型または互いの方の版を、
型の入り口および完了として一般に知られていて。サーボ モーターによって運転される強く引く車輪は右回りの円形を作る
絶えず、力の影響および身に着けていることを減らして、多くを滑らかに締め金で止める型を作る。各円形はaに導く
版の動きを握る型の完全な周期------開いた、近い。また高圧空気によって過給される型の錠
型の版間の影響を磨き、効果的に型を保護するメカニズムは加えられる。その上、それはに助ける
終了するびんのラインの分離の可視性を減らしなさい。サーボ モーター運転された型の動きのメカニズムは設計されている
一連の型の動きは簡単、正確であることを保障する堅い設計のシミュレーション解析に作成される、
一貫した、迅速、サイクル時間に0.2~0.4秒をする。
与えるプレフォームおよび暖房のホールダーの移動のメカニズムを前もって形成するため:プレフォームの供給のスター ホイール
プレフォームの熱するホールダーの移動のメカニズムはサーボ モーター同期ベルト連結タイプ ドライブ ステップによって運転される。のため
プレフォームの回転式暖房装置は可変的な頻度モーター、プレフォームによって、プレフォームの熱するホールダー制御される(プレフォームの首はある
) 360度の回転式暖房、48mmのプレフォームの暖房ピッチは、より多くのプレフォーム途切れることなく熱される途切れることなく上向きにある
40%の上の効率そして省エネを改善する同じ間隔の中では。同じサーボ モーターはに使用される
同期的に作る構造を簡単にする高速ステップの位置を回すためのスライド トラックで作動させなさい
迅速な、安定したステップ トラックは生産のサイクル時間を非常に短くし、生産の効率を改善する。
熱くする/可変的なピッチのメカニズムの後で行いなさい:このmechanisamはねじを接続するサーボ モーター採用される
直接、ねじは48mmから96mmに高く保障するために、ピッチ直接変わった、構造変わった向き直る
速度および正確2メカニズムの間の処理を行う。
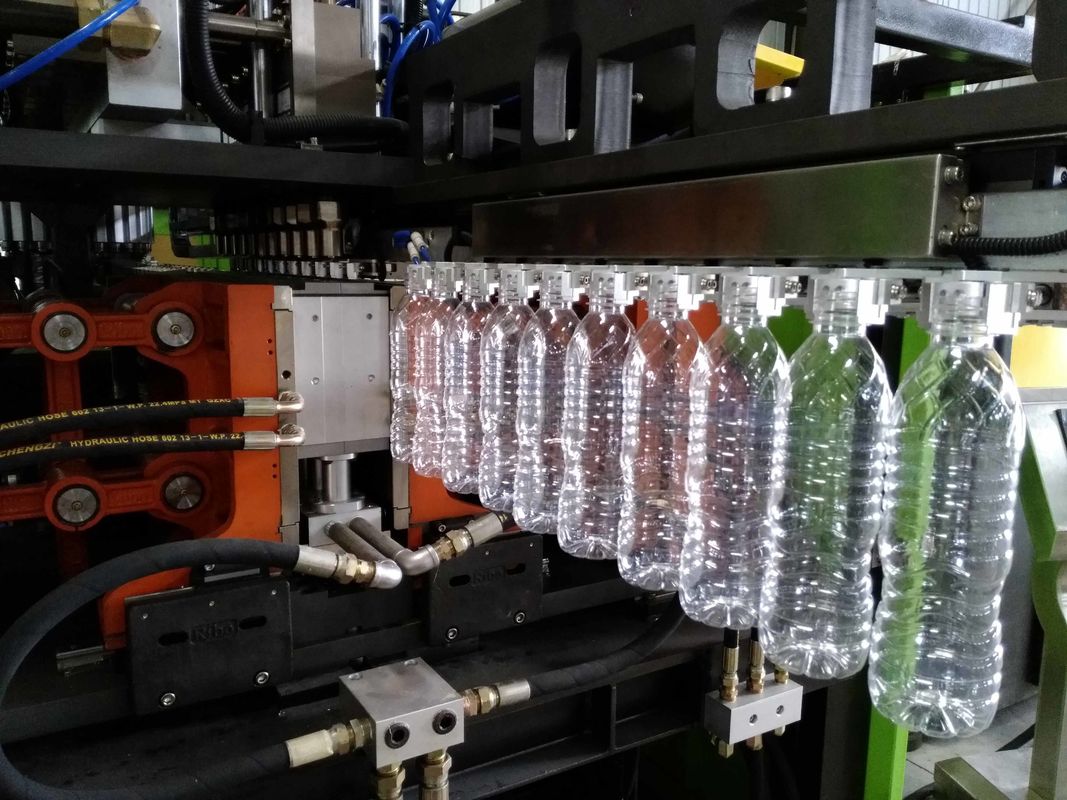
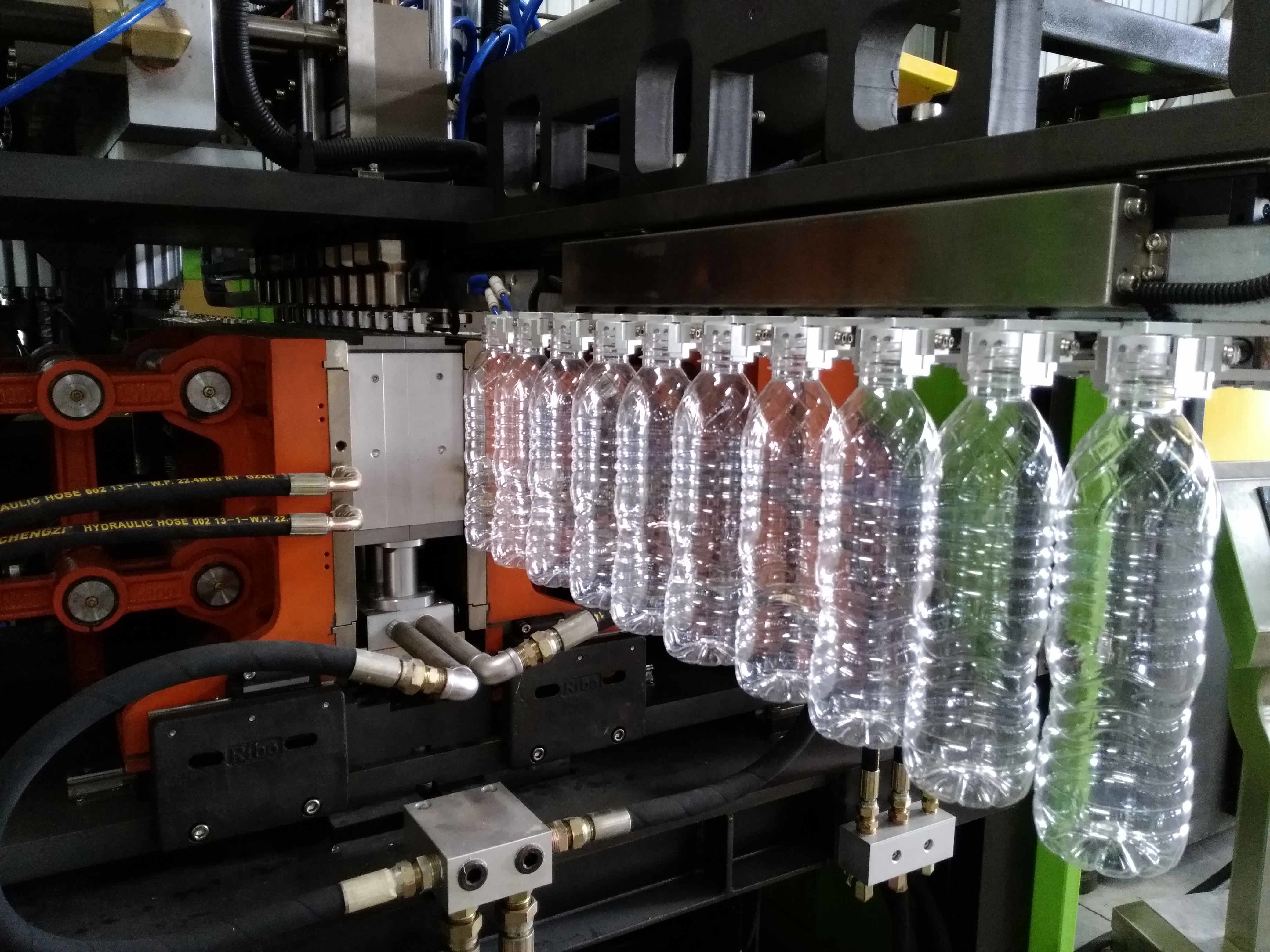
グリッパーおよびびんの供給のメカニズムが付いているプレフォームの移動システム:打撃型に渡す熱くするプレフォーム
高速そして正確のために保障するために同じサーボ モーター及び同期ベルトによって運転される終了するびんの供給
これら二つの動き。
伸張のメカニズム(伸張の下で):伸張の棒はサーボ モーターによって突然運転される、
棒の動きの同期性を保障し、生産前に調節をすることもっと簡単にする。(後
打撃型を交換して、それを棒の伸張の高さを調節すること大いにちょうどのデータを入れる必要があるもっと簡単にする
マニュアルによる調節をするかわりにタッチ画面。)
サーモスタットの暖房装置の適用
モジュール方式にされた制御システムはサーモスタットのフラスコのブランクの暖房のオーブンで使用される、赤外線ランプおよび反射器を使用しなさい
熱するプレフォーム。温度の価値を置いた後、装置はに従って自動的に出力電圧を調節できる
電圧変動および環境の温度変化によって影響されないで率。同時に、それはまた冷却される
効果的に内部熱する温度および定数を保証できる頻度コンバーターによって制御される循環の空気
熱するオーブンの温度は、表面を各プレフォームおよび内部温度の作るために均一に熱し。
さらに、びんはプレフォームの各側面が均等に熱することができるように、熱するオーブンの360度を回す
膨らんだびんの収穫およびthick-walledプレフォームの適応性の範囲を改良する。
プレフォームの暖房装置の完全なクローズド・ループ電圧安定器の適用:
熱するオーブンの温度は完全なクローズド・ループ電圧安定器によって制御される(フィードバックと)
RiBoの会社によって独自に成長して。コントローラーはスキャンで出力電圧(設定値)を検出し、調節する
毎秒218回の頻度、電圧出力の効果を均等に達成し、不安定の問題を解決するため
熱する効果により電源の電圧変動による発熱体(ランプ)の熱変動によって引き起こした。
付加は元の暖房のオーブンの一定した温度調整に、閉ループ制御システム相互に作用し、協力する
環境の温度変化によって引き起こされる熱する温度の変動を非常に改善するシステム。適用によっての
びん吹く機械の上記の技術、各プレフォームの熱する均等性および安定性は完全にありがちである
一貫した、最終的に各キャビティのびんの吹く効果の安定性そして均等性を保障する。このクローズド・ループ単位は持っている
更にびん吹く装置の全面的な性能を改善した。
機械は最後の熱するオーブンの端にプレフォームの温度の検出が、プレフォームの温度装備されている
吹く吹温度、プレフォーム打撃型に入る空気を救う吹くことに達しない。
技術的な変数
| 項目 | 単位 | モデル | |
| RiBo-8CR2L | |||
| 鋳造物Spec。 | プレフォーム ピッチ | mm | 120 |
| プレフォームの暖房ピッチ | mm | 38 | |
| No.of Cav。 | cav。 | 8 | |
| 容器Spec。 | Max.Containerの容積 | L | 2 |
| 首径の範囲 | mm | 18~30 | |
| Max.Containrの直径 | mm | 114 | |
| Max.Containrの高さ | mm | 320 | |
| ※の※の理論的な出力 | bph | 16000~12000 | |
| 力Spec。 | 評価される力 | KW | 147 |
| パワー消費量 | KW | 48~68 | |
| 圧縮機Spec。 | ブロー圧力 | Mpa | 2.5~3.2 |
| 空気消費 | m3/min | 8~10 | |
| 主要な機械Spec。 | サイズ | mm | 7869*3400*3200 |
| 重量 | Kg | 10500 | |
| *連続的な技術的な開発仕様書が原因で予告なしに改良されなさい。 | |||
| *Special設計は顧客の必要性に対応する。 | |||